Yuhong Holding Group Co., LTD.

 |
| Lieu d'origine: | La Chine |
| Nom de marque: | YUHONG |
| Certification: | ABS, GL, DNV, NK, PED, AD2000, GOST9941-81, CCS, ISO 9001-2008 |
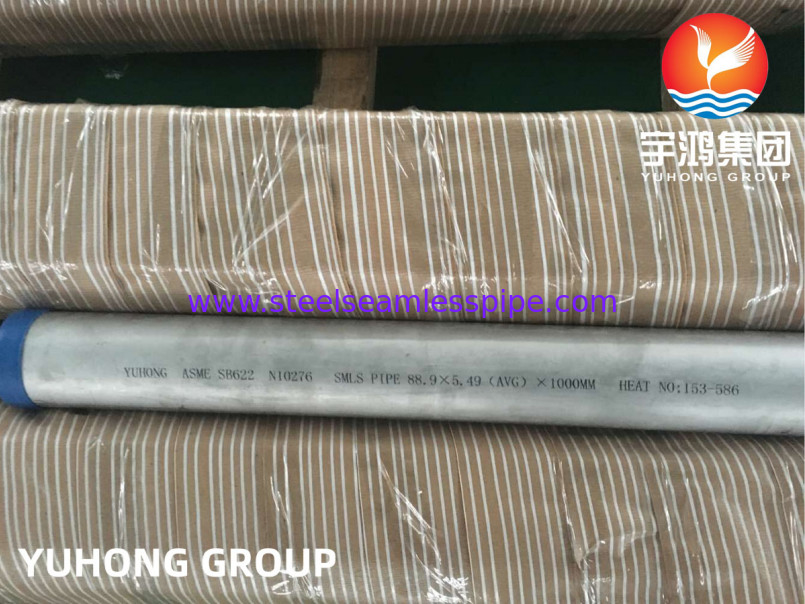
| Numéro de modèle: | ASME SB622 UNS N10276 (C-276/DIN2.4819) |
| Quantité de commande min: | 100kg |
|---|---|
| Prix: | NEGOTIABLE |
| Détails d'emballage: | paquet Pli-en bois de cas de /Iron de cas avec le chapeau en plastique |
| Délai de livraison: | dépend de la quantité |
| Conditions de paiement: | T/T, L/C |
| Capacité d'approvisionnement: | selon l'exigence du client |
| Nom de produit: | Tuyau sans couture d'Allly de nickel | Norme: | ASME SB622 |
|---|---|---|---|
| Matériel: | Hastelloy C-276, N10276, DIN2.4819 | Surface: | Recuit mariné et recuit, lumineux, a poli |
| Type: | Bobine, tube en U, staight | Application: | Tuyau de chaudière, tuyau de structure, oléoduc, tuyau d'engrais chimique, tuyau liquide |
| Longueur: | adapté aux besoins du client | EXTRÉMITÉ: | Extrémité unie, extrémité biseautée |
| Surligner: | Tuyau sans couture d'ASTM B626 Hastelloy C276,2,4819 tuyau sans couture de Hastelloy C276 |
||
Personne à contacter: Phoebe Yang
Téléphone: 0086-18352901472
Télécopieur: 0086-574-88017980