YUHONG HOLDING GROUP traite des tubes et tuyaux sans soudure en acier inoxydable/Duplex/Nickel depuis plus de 10 ans, vend chaque année plus de 80 000 tonnes de tubes et tuyaux sans soudure en acier inoxydable/Duplex/Nickel.Notre client couvre déjà plus de 45 pays.Nos tubes et tuyaux sans soudure en acier inoxydable ont été largement utilisés dans les mines, l'énergie, la pétrochimie, l'industrie chimique, les usines alimentaires, les papeteries, l'industrie du gaz et des fluides, etc. ANSI B16.10 : B16.19 SCH 5S, SCH 10S, SCH 20, SCH 30, SCH 40S, SCH 60, SCH80S, XS, SCH 100, SCH 120, SCH160, XXS
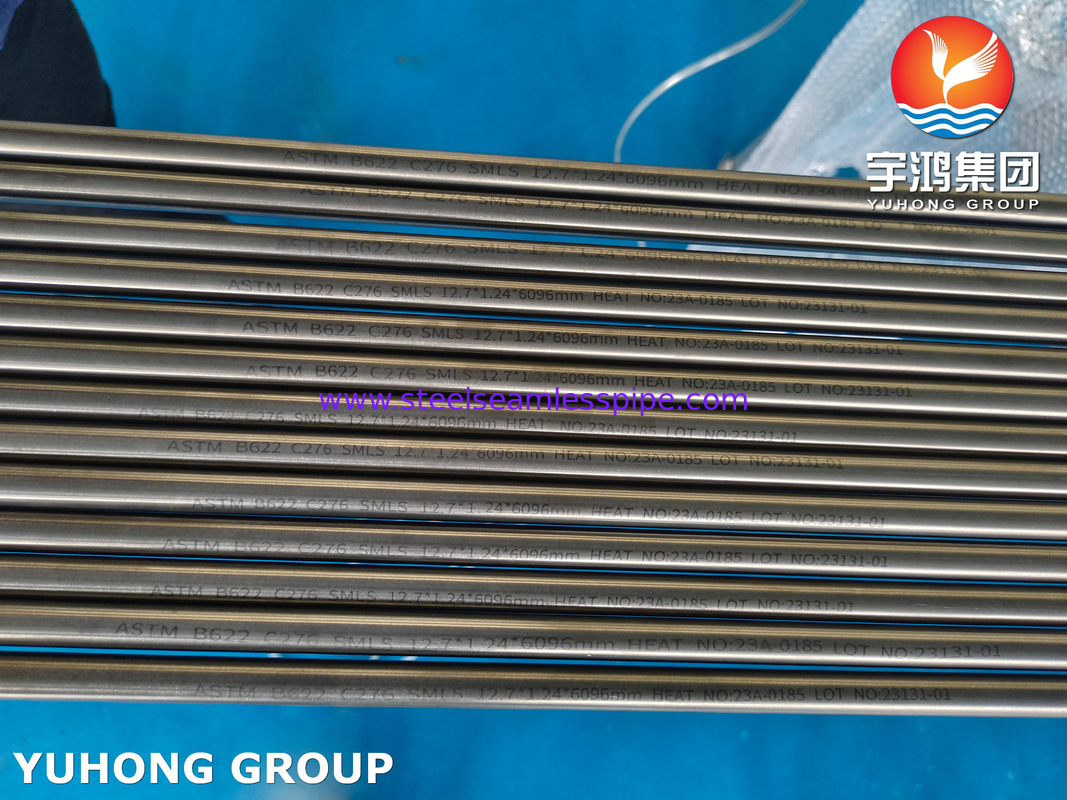
HASTELLOY C276 (UNS N10276)
Ni 57,0, Mo 16,0, Cr 15,5, Fe 5,5, W 3,8
HASTELLOY C276 dans ce grade sous les formes suivantes : Barre, barre hexagonale, barre carrée, bobine de fil, coupes de fil, bobine lâche, feuille, plaque, bobine, tube, tuyau, mamelon, coude, raccord, accouplement, bride, attaches, forgeage , disque, usiné. Il s'agit d'un alliage forgé nickel-chrome-molybdène qui est considéré comme l'alliage résistant à la corrosion le plus polyvalent disponible.Cet alliage est résistant à la formation de précipités aux joints de grains dans la zone affectée par la chaleur de la soudure, ce qui le rend adapté à la plupart des applications de processus chimiques dans un état tel que soudé.L'alliage C-276 a également une excellente résistance aux piqûres, à la fissuration par corrosion sous contrainte et aux atmosphères oxydantes jusqu'à 1900°F.L'alliage C-276 a une résistance exceptionnelle à une grande variété d'environnements chimiques.
Caractéristiques
- HASTELLOY C276 est l'un des rares alliages résistants aux solutions humides de chlorure de gaz, d'hypochlorite et de dioxyde de chlore.
- HASTELLOY C276 a une résistance exceptionnelle aux solutions fortes de sels oxydants, tels que les chlorures ferriques et cuivriques.
- HASTELLOY C276 n'est pas sujet à la précipitation des joints de grains à l'état brut de soudage et convient donc à de nombreuses applications de procédés chimiques
Applications
- Digesteurs et installations de blanchiment dans l'industrie papetière.
- Composants exposés au gaz corrosif.
- Équipements pour installations de désulfuration des fumées.
- Évaporateurs, échangeurs de chaleur, filtres et mélangeurs utilisés dans les environnements d'acide sulfurique.
- Réacteurs à acide sulfurique.
- Équipement de traitement du chlorure organique.
- Équipement pour les procédés utilisant des catalyseurs halogénés ou acides.
Certaines applications typiques de HASTELLOY C276 incluent les composants d'équipement dans les procédés chimiques et pétrochimiques de chlorure organique et les procédés utilisant des catalyseurs halogénures ou acides.Les autres applications industrielles sont les pâtes et papiers (digesteurs et zones de blanchiment), les épurateurs et les conduits pour la désulfuration des gaz de combustion, les équipements pharmaceutiques et de transformation des aliments.
HASTELLOY C-276 est un alliage nickel-chrome-molybdène avec une résistance à la corrosion universelle inégalée par tout autre alliage.Il a une résistance exceptionnelle à une grande variété d'environnements de processus chimiques, y compris les chlorures ferriques et cuivriques, les acides minéraux contaminés à chaud, les solvants, le chlore et le chlore contaminés (à la fois organiques et inorganiques), le chlore sec, les acides formique et acétique, l'anhydride acétique, l'eau de mer et solutions de saumure et solutions d'hypochlorite et de dioxyde de chlore.L'alliage C276 résiste également à la formation de précipités aux joints de grains dans la zone affectée par la chaleur de la soudure, ce qui le rend utile pour la plupart des processus chimiques à l'état brut de soudage.Il a une excellente résistance aux piqûres et à la fissuration par corrosion sous contrainte.
La feuille HASTELLOY C276 de 0,044" d'épaisseur à l'état traité thermiquement à 2050°F, trempée rapidement, a une profondeur moyenne de coupe Olsen de 0,48".L'alliage C-276 peut être fabriqué avec succès par de nombreuses méthodes.L'alliage a tendance à durcir, mais avec les soins appropriés, l'alliage est facilement formé à chaud et à froid.Des informations complètes sur le soudage, l'usinage et le formage sont disponibles
Exigences chimiques
|
|
|
Ni
|
Cr
|
Mn
|
mois
|
C
|
Si
|
Fe
|
| % maximum |
Bal. |
16.5 |
1.0 |
17.0 |
0,010 |
0,08 |
7.0 |
| % mini |
|
14.5 |
|
15,0 |
|
|
4.0 |
Exigences relatives aux propriétés mécaniques
|
| |
Résistance ultime |
Limite d'élasticité (0,2 % OS) |
Allongé.en 2 po (50,8 mm) ou 4D min, % |
R/A |
Dureté |
| Min |
100 KSi |
41 KSi |
40 |
|
|
| Max |
|
|
|
|
|
| Min (Métrique) |
690 MPa |
283 MPa |
|
|
|
| Max |
|
|
|
|
|
Graphique des données de traction moyennes à des températures
Caractéristiques
|
| Former |
Standard |
|
UNS
|
UNS N10276
|
|
Bar
|
ASTM B574 Din 17752
|
|
Fil
|
|
|
Feuille
|
ASTM B575 Din 17750
|
|
Plaque
|
ASTM B575 Din 17750
|
|
Raccord
|
ASTM B366
|
|
Forger
|
ASTM B564
|
|
Tube
|
ASTM B619 ASTM B622 ASTM B626 Din 17751
|
|
Tuyau
|
ASTM B619 ASTM B622 ASTM B626 Din 17751
|
|
Fil de soudure
|
A5.14 ERNiCrMo-4
|
|
Électrode de soudure
|
A5.11 ENiCrMo-4
|
|
Vacarme.
|
2.4819 Tous les formulaires
|
| Tableau 16 |
| TYPES D'OUTILS ET CONDITIONS D'USINAGE RECOMMANDÉS |
| Opérations |
Outils en carbure |
| Ébauche, avec interruption sévère |
Degrés C-2 et C-3 tournants ou face à face : Plaquette carrée à angle de coupe négatif, SCEA1 à 45 degrés, rayon de bec de 1/32 po.Porte-outil : 5 degrés nég.râteau arrière, 5 degrés neg.râteau latéral.Vitesse : 30-50 sfm, 0,004-0,008 po d'alimentation, 0,150 de profondeur de coupe.Liquide de refroidissement sec2, huile3 ou à base d'eau4. |
| Ebauche normale |
Degré de rotation ou de face C-2 ou C-3 : plaquette carrée à taux négatif, SCEA à 45 degrés, rayon de bec de 1/32 po.Porte-outil : 5 degrés nég.râteau arrière, 5 degrés neg.râteau latéral.Vitesse : 90 sfm selon la rigidité de la configuration, 0,010 po d'avance, 0,150 po de profondeur de coupe.Liquide de refroidissement sec, à base d'huile ou d'eau. |
| Finition |
Degré de virage ou de face C-2 ou C-3 : Plaquette carrée à angle de coupe positif, si possible, SCEA à 45 degrés, rayon de bec de 1/32 po.Porte-outil : 5 degrés pos.râteau arrière, 5 degrés pos.râteau latéral.Vitesse : 95-110 sfm, 0,005-0,007 po d'avance, 0,040 po de profondeur de coupe.Liquide de refroidissement sec ou à base d'eau. |
| Ennuyeux |
Nuance C-2 ou C-3 : Si vous utilisez une barre d'alésage de type insert, utilisez des outils à angle positif standard avec le plus grand SCEA possible et un rayon de bec de 1/16 po.Si la barre d'outils est brasée, meulez le râteau arrière de 0 degré, 10 degrés pos.râteau latéral, rayon de bec de 1/32 po et SCEA le plus grand possible.Vitesse : 70 sfm selon la rigidité de la configuration, 0,005-0,008 po d'avance, 1/8 po de profondeur de coupe.Liquide de refroidissement sec, à base d'huile ou d'eau. |
| Finir ennuyeux |
Nuance C-2 ou C-3 : Utilisez des outils à angle positif standard sur les barres de type insert.Meuler les outils brasés comme pour le tournage de finition et le surfaçage, sauf que l'inclinaison arrière peut être meilleure à 0 degré.Vitesse : 95-110 sfm, 0,002-0,004 en alimentation.Liquide de refroidissement à base d'eau. |
| Remarques: |
| 1 SCEA - Angle de coupe latéral ou angle d'attaque de l'outil.
2 À tout moment où la coupe à sec est recommandée, un jet d'air dirigé sur l'outil peut augmenter considérablement la durée de vie de l'outil.Un brouillard de liquide de refroidissement à base d'eau peut également être efficace.
3 Le liquide de refroidissement doit être une huile sulfochlorée de première qualité avec des additifs extrême pression.Une viscosité à 100 degrés F de 50 à 125 SSU.
4 Le liquide de refroidissement à base d'eau doit être une huile soluble dans l'eau sulfochlorée de qualité supérieure ou une émulsion chimique avec des additifs extrême pression.Diluer avec de l'eau pour obtenir un mélange 15:1.Le liquide de refroidissement à base d'eau peut provoquer un écaillage et une défaillance rapide des outils en carbure lors de coupes interrompues.
|
| Tableau 17 |
| TYPES D'OUTILS ET CONDITIONS D'USINAGE RECOMMANDÉS |
| Opérations |
Outils en carbure |
| Fraisage de face |
Le carbure n'est généralement pas efficace, le grade C peut fonctionner.Utilisez un râteau axial et radial positif, un angle d'angle de 45 degrés, un angle de dégagement de 10 degrés.Vitesse : 50-60 sfm.Alimentation : 0,005-0,008 po. Les liquides de refroidissement à base d'huile ou d'eau réduiront les dommages causés par les chocs thermiques aux dents de coupe en carbure. |
| Fraisage en bout |
Non recommandé, mais les grades C-2 peuvent réussir sur de bonnes configurations.Utilisez un râteau positif.Vitesse : 50-60 sfm.Alimentation : Identique à l'acier rapide.Les liquides de refroidissement à base d'huile ou d'eau réduiront les dommages causés par les chocs thermiques. |
| Forage |
Le grade C-2 n'est pas recommandé, mais les forets à pointe peuvent réussir sur une configuration rigide s'il n'y a pas de grande profondeur.L'âme doit être amincie pour réduire la poussée.Utilisez un angle de 135 degrés inclus sur le point.Une perceuse à pistolet peut être utilisée.Vitesse : 50 sfm.Liquide de refroidissement à base d'huile ou d'eau.Les forets à pointe en carbure alimentés en liquide de refroidissement peuvent être économiques dans certaines configurations. |
| Alésage |
Nuance C-2 ou C-3 : alésoirs à pointe recommandés, les alésoirs en carbure monobloc nécessitent une bonne configuration.Géométrie de l'outil identique à celle de l'acier rapide.Vitesse : 50 sfm.Alimentation : Identique à l'acier rapide. |
| Tapotement |
Non recommandé, les filetages à la machine ou les rouler. |
| Usinage par décharge électrique |
Les alliages peuvent être facilement coupés à l'aide de n'importe quel système d'usinage par décharge électrique (EDM) ou fil (EDM) conventionnel. |
| Remarques: |
| 5 Les aciers rapides de la série M-40 comprennent les aciers M-41, M-42, M-43, M-44, M-45 et M-46 au moment de la rédaction.D'autres peuvent être ajoutés et doivent également convenir.
6 Le liquide de refroidissement doit être une huile sulfochlorée de première qualité avec des additifs extrême pression.Une viscosité à 100 degrés F de 50 à 125 SSU.
7 Le liquide de refroidissement à base d'eau doit être une huile soluble dans l'eau sulfochlorée de qualité supérieure ou une émulsion chimique avec des additifs extrême pression.Diluer avec de l'eau pour obtenir un mélange 15:1.
|
| Tableau 18 |
| Découpe à l'arc plasma |
Nos alliages peuvent être coupés à l'aide de n'importe quel système de coupage à l'arc plasma conventionnel.La meilleure qualité d'arc est obtenue en utilisant un mélange de gaz argon et hydrogène.L'azote gazeux peut remplacer l'hydrogène gazeux, mais la qualité de coupe se détériorera légèrement.L'air d'atelier ou tout gaz contenant de l'oxygène doit être évité lors de la découpe au plasma de ces alliages.
|


 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!